Building or expanding a pharmaceutical manufacturing facility involves far more than pouring concrete and installing equipment. At the center of every successful facility project sits a function that often goes unnoticed until something goes wrong: procurement. Get it right, and your project stays on schedule, within budget, and audit-ready from day one. Get it wrong, and you face delayed installations, failed qualifications, and regulatory holds that can push a product launch back by months.
This guide breaks down what pharma procurement consulting actually covers, why it demands a different approach than procurement in other industries, and what to look for when choosing a partner for your next project.
In this guide, we’ll explain exactly what pharma procurement consulting involves, why it needs a different approach to procurement elsewhere, and what to look for when choosing a partner for your next project.
What Is Pharma Procurement Consulting?
Pharma procurement consulting is a professional service that assists pharmaceutical and biotech manufacturers in sourcing, evaluating, and acquiring the equipment, materials, and systems necessary to build and operate GMP-compliant manufacturing facilities.
It’s not just about price negotiation. This is where a competent consultant handles vendor qualification, technical specification reviews, factory acceptance testing (FAT), lead time planning, customs and logistics coordination, and procurement documentation supporting regulatory submissions.

Why This Matters
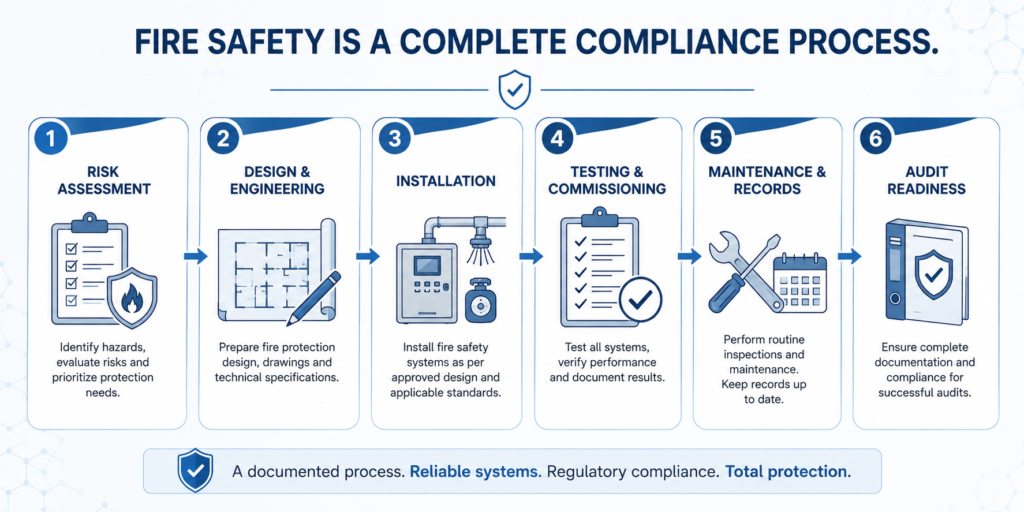
The U.S. Food and Drug Administration (FDA) and European Medicines Agency (EMA) expect manufacturers to maintain appropriate control over the quality of systems, equipment, and components used within their facilities. And that accountability begins with procurement. Risk assessment is a key component of supplier qualification and should be conducted before any GMP-relevant material or equipment enters the supply chain, as described in the ICH Q9 Quality Risk Management guidelines.
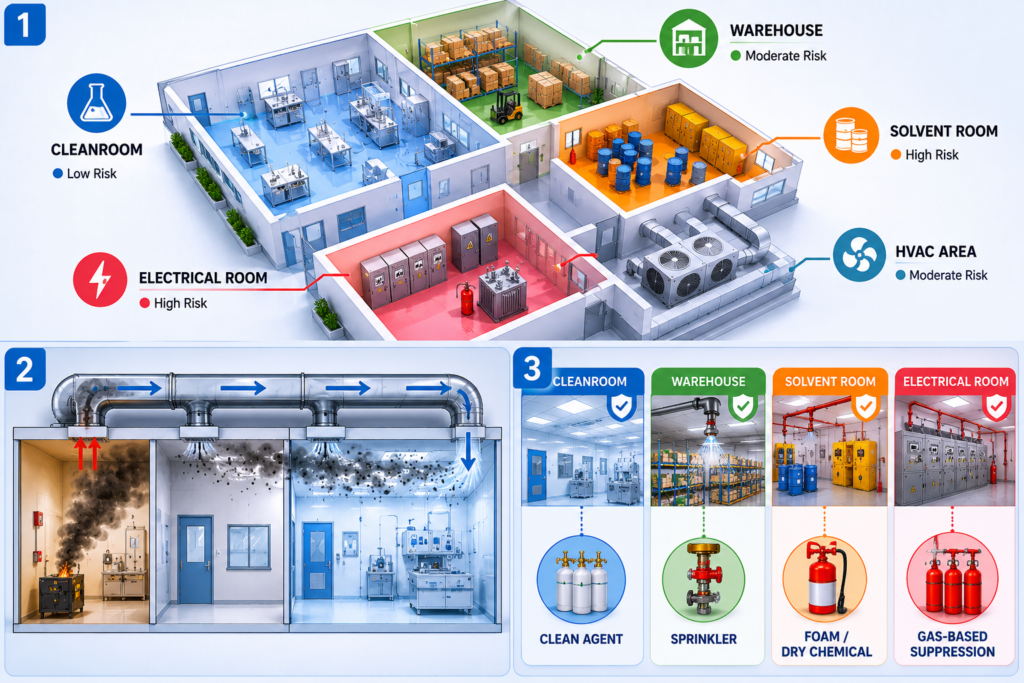
The procurement in a pharma facility project usually has three categories:
- Process Equipment (Manufacturing Lines, Bioreactors, Filling Machines, Tableting Machines, Lyophilizers)
- Utility systems (purified water, water for injection, clean steam, HVAC, compressed gases)
- Building materials and MEP components (cleanroom panels, HVAC ductwork, piping, electrical systems)
Each category has a different regulatory weight, lead time profiles, and vendor qualification requirements.
Why Pharma Procurement Is Different from Standard Industrial Procurement
The distinction is important. In a typical construction or manufacturing project, procurement is about cost, delivery schedule, and basic technical fit.
Three more layers apply in turnkey pharmaceutical projects.
Need for regulatory documentation: For each GMP-critical piece of equipment, a documentation package must be available.
This includes certificates of compliance, material certificates, calibration records, and vendor qualification documentation.
The International Society for Pharmaceutical Engineering (ISPE) Baseline Guide on Commissioning and Qualification promotes a science and risk-based approach that links procurement documentation to qualification activities such as Installation Qualification (IQ) and Operational Qualification (OQ).
Supplier qualification before purchase: The FDA and WHO expect manufacturers to establish appropriate supplier qualification processes for GMP-relevant materials, services, and equipment before routine procurement activities take place.
This means auditing a vendor’s facilities, reviewing their quality management system, and verifying their ability to consistently produce to specification. Such a process alone can take several weeks for complex equipment such as isolators, filling lines, or bioreactor systems.
The lead times that drive your project schedule: In pharmaceutical construction, the whole project schedule is driven by long-lead-time equipment.
From ordering to delivery, it can take 12 to 18 months to manufacture a filling line or a lyophilizer. If procurement is behind, the whole project moves. A pharma procurement consultant maps these critical path items from day one and sequences the purchasing activity accordingly.
Pharma procurement consulting requires a comprehensive knowledge of import regulations, transportation, handling, preservation, and logistics requirements for GMP-relevant equipment and the ability to arrange factory acceptance testing on the vendor’s premises before shipping.

How Pharma Procurement Consulting Fits into a Turnkey Pharmaceutical Project
In a drug manufacturer’s chosen turnkey pharmaceutical project delivery model, procurement is one of the most time-sensitive workstreams. The contractor is responsible for all equipment and systems under one contract scope, not just the engineering design.
This is how a well-managed procurement workstream in a turnkey project works:
- Step 1: Develop procurement strategy & vendor list: The project starts with the consultant developing a procurement plan that prioritizes all items according to lead time, regulatory impact, and budget. For each class of equipment, there are approved vendor lists.
- Step 2: User Requirement Specifications (URS) and technical evaluation: The team prepares a URS for each piece of equipment before a purchase order is issued. Vendors are required to submit technical proposals, which are evaluated against the GMP requirements, local regulatory guidelines, and project specifications. The risk management principles of ICH Q9 are used to define which systems require full supplier qualification and which ones can be assessed with a lighter touch.
- Step 3: Audits of supplier qualifications: Our procurement team performs on-site audits of short-listed vendors for GMP-critical equipment. The audit verifies the quality systems, the manufacturing capabilities, the controls of the documentation, and the ability to support the factory acceptance testing.
- Step 4: Purchase order tracking and expediting: Once the vendor has been selected, purchase orders are issued, including all technical and commercial terms. An expediting function is responsible for monitoring the progress of production, solving deviations, and controlling delivery schedules to safeguard the construction schedule.
- Step 5: Factory Acceptance Testing (FAT): FAT is performed at the vendor’s factory before equipment shipment. The team makes certain that the equipment complies with all URS specifications in controlled conditions. Deviations detected at FAT are much cheaper to correct than deviations detected after installation.
- Step 6: Logistics and Import Coordination: Equipment must arrive at the site in good condition and with complete documentation. International projects demand synchronization of customs clearance, cold chain logistics (where relevant), and site readiness.
Advanced Engineering Solutions for Pharmaceutical Facilities and Their Link to Procurement
Procurement and engineering are no longer separate functions in a modern pharma project. Advanced engineering solutions for pharmaceutical facilities operate under the premise that nothing is ordered until design intent and equipment capability are aligned.
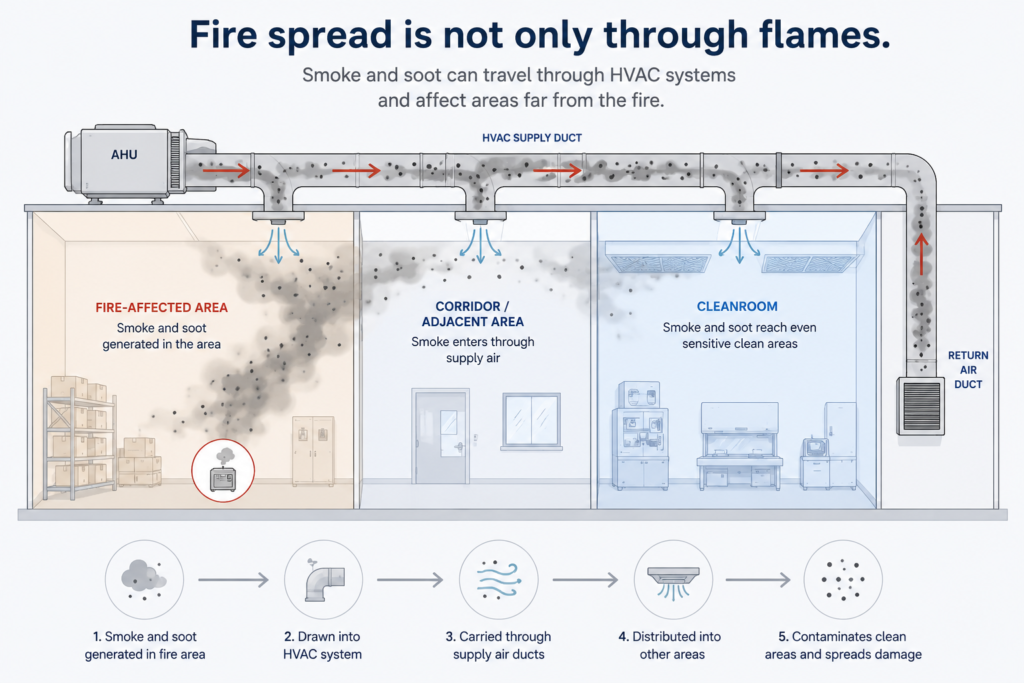
- Here’s why it matters, in practice, If the HVAC engineering team designs a cleanroom for ISO Class 5 airflow performance, but the air handling unit procured cannot achieve the specified air change rates under operational conditions, the entire cleanroom qualification fails. This sort of mismatch, only discovered after installation, can set a project back six to 12 months.
- When applying Quality by Design (QbD) to procurement, decisions on equipment selection are based on engineering models and process understanding rather than just catalog specifications. Consultants can test assumptions about the performance of equipment before a purchase order with simulation-based engineering tools.
- This is the methodology that pharma engineering consultants in Mumbai and across India have been perfecting through decades of project delivery across regulated markets.
Pharma Access, a Mumbai-based pharma turnkey consulting firm that has executed over 120 projects in 18+ countries, integrates procurement within EPCMV (Engineering, Procurement, Construction, and Management with Validation) delivery model. Their team uses sophisticated engineering simulation tools to coordinate equipment procurement with facility design before any commitment to purchase.
What to Look for in a Pharma Procurement Consulting Partner
There are a few concrete factors that are key when selecting a procurement consulting partner for a pharmaceutical facility project.
- Vendor networks established: A good pharma procurement consultant has long-term relationships with equipment manufacturers in different geographies. This means better commercial terms, priority production slots during equipment supply crunches, and direct technical access for FAT coordination.
- Regulatory expertise in target markets: A facility providing products to the U.S. market must meet FDA cGMP. One providing Europe must meet EMA GMP (EudraLex Volume 4). Projects in the MENA region or Southeast Asia may need to meet WHO GMP or local health authority requirements. Your procurement partner should know which documentation standards are required in your target market.
- Qualification capability in-house: Qualification and procurement are interlinked.
Having a partner that can write IQ protocols, perform FAT, and deliver the documentation needed for regulatory submissions can significantly reduce the cost and schedule risk of having to coordinate separate procurement and validation teams. - Experience with your dosage form: The procurement for a sterile injectable facility is fundamentally different from the procurement for an oral solid dosage plant. Sterile facilities need isolators, barrier systems, aseptic filling lines, and validated water systems, requiring a different vendor network and qualification approach than tablet presses and capsule fillers.
- Breadth across geographies: For companies building facilities outside their home country, a pharma procurement consultant with an on-the-ground presence or established local vendor networks in the target country reduces logistics risk, improves lead time reliability, and eases customs and import coordination.

Pharma Engineering Consultants in Mumbai: A Hub for Global Project Delivery
Mumbai has emerged as one of the leading centers of pharmaceutical engineering consultancy in the world. The city’s pharma consulting ecosystem has grown in tandem with India’s rise as one of the world’s largest manufacturers of generic drugs and APIs.
Pharma engineering consultants in Mumbai regularly undertake projects in Africa, the Middle East, South East Asia, and Eastern Europe. This geographic footprint ensures that their vendor networks, regulatory skills, and construction management capabilities go far beyond the borders of India.
Since its inception in 2001, Pharma Access, which is based out of Andheri West, Mumbai, has developed a broad international project footprint. The company has executed pharmaceutical turnkey projects in countries such as Algeria, Saudi Arabia, Egypt, and many others in the MENA and Asia-Pacific regions. Their scope of supply on these projects includes process equipment, utility systems, cleanroom building materials, and laboratory instrumentation, all in one integrated project delivery structure.
FAQs
Q1. What is the difference between pharma procurement consulting and general procurement consulting?
When you’re consulting on pharma procurement, you need to know the GMP regulations, the standards for qualifying suppliers, and the requirements for validating equipment. General procurement consulting is about cost and supply chain efficiency. In pharma, every sourcing decision also has a compliance aspect that typically needs to be documented and maintained in an audit-ready manner, changing both the process and the skill set needed.
Q2. How early in a pharmaceutical facility project should procurement consulting begin?
Procurement planning should start in the basic engineering phase (ideally 18 to 24 months before the target date for the handover of the facility). Long-lead equipment, such as filling lines, lyophilizers, and bioreactor systems, can have 12- to 18-month lead times for manufacturing. Early procurement consultation safeguards the construction schedule and prevents costly delays.
Q3. Do pharma procurement consultants handle factory acceptance testing?
Yes, a full-service pharma procurement consulting partner does FAT at the vendor’s facility before shipping equipment. FAT helps verify that equipment performs in accordance with URS requirements before shipment, allowing deviations to be identified and addressed before installation.
Q4. What regulatory standards govern equipment procurement in a GMP pharmaceutical facility?
The procurement of equipment in a GMP facility is driven by FDA cGMP regulations (21 CFR Parts 210 and 211 for drugs), EMA GMP guidelines (EudraLex Volume 4), WHO Technical Report Series guidelines, and ICH Q9 Quality Risk Management. The ISPE Baseline Guide on Commissioning and Qualification also gives the industry reference framework for linking procurement documentation to qualification activities.
Q5. Can pharma procurement consulting cover biotech and advanced therapy manufacturing facilities?
Yes, and biotech facilities require specialized procurement knowledge given the complexities of bioreactors, chromatography systems, tangential flow filtration (TFF) skids, and single-use systems. Supplier qualification of such systems must take into account standard GMP documentation requirements as well as extractables and leachables data, biocompatibility standards, and single-use assembly integrity testing.