
- Manufacturing Execution Systems in Pharma
What is it for?
Pharmaceutical manufacturers are eliminating the use of paper batch records in favor of electronic batch recording. Manufacturing Execution Systems (MES) facilitate manufacturers to improve performance and reduce operational cost, while simultaneously increasing compliance with regulatory requirements.
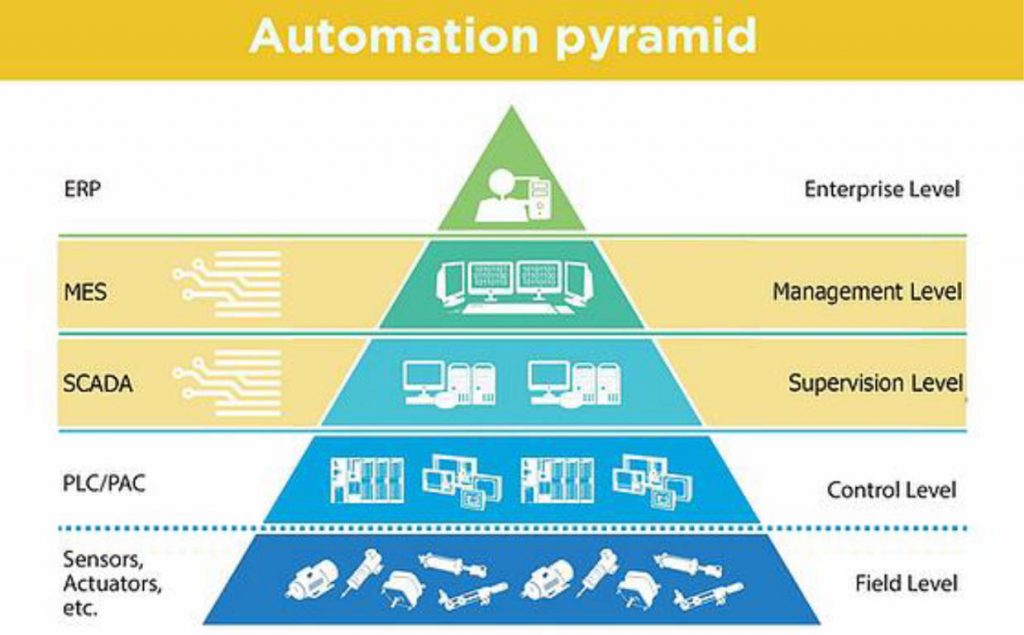
The MES plays a critical role at the center of the manufacturing operation, connecting shop floor personnel, equipment automation, logistics, sales and planning. Its ability to align these different functions and provide visibility to key stakeholders drives performance and compliance across the organization.
Do i need it for my manufacturing plant?
Executives at manufacturing companies of all sizes need to make decisions about where to invest to maintain and grow their businesses. Investments in manufacturing execution system (MES) applications may reduce costs and increase revenues, but they also might compete with other investment priorities, such as marketing campaigns and capital equipment upgrades.
In this article we will explore together the benefits of MES & evaluate an investment in MES versus other alternatives.

What are the advantages?
Manufacturing Execution Systems offer substantial improvements over paper based processes. They help pharma manufacturers create flawless manufacturing processes, reduce risks, time, costs and effort, and increase process efficiency and product quality. In addition, they provide valuable real time information on requirement changes. Nonetheless they are an important prerequisite for digitization and Pharma 4.0..
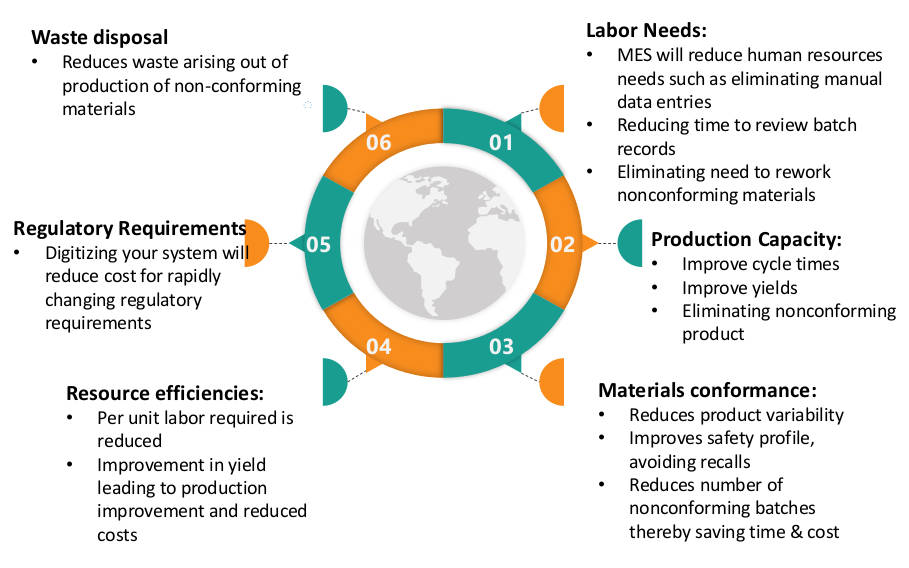
Few areas of opportunities where MES can help reduce costs are as following:

Are there any revenue improvements?
Implementation of MES is shown to increase the revenue and benefit the manufacturer in the following ways:
- Greater Asset Productivity: MES allows more saleable product to be made in the same time on the same equipment, the margin of that incremental product shall be considered a cash inflow
- Faster Better decisions: Uncertainly about the disposition of a product can cause it to sit in a warehouse or delay shipment. Quicker resolution of such issues saves money and could lead to faster realization of revenue
- Reduced working capital: Keeping material around when it is not immediately needed for production or sale is wasteful. These materials take up space and money. Eliminating them frees up working capital-money, space, or effort that would be spent dealing with these items can instead be used elsewhere
- Better compliance profile and inspection results: Fewer nonconformances and manual errors reduce the risk of regulatory scrutiny and subsequent regulatory actions
- Customer retention due to improved cost and quality: MES implementation retains a customer that would likely be lost given the current state, the retention can be considered an incremental cash in flow.
- New sales or better support for sales growth: For a plant in a sold out position, every additional unit that can be produced is a cash in flow of the margin of that unit.
What do we conclude
Implementation of MES is shown to increase the revenue and benefit the manufacturer in the following ways:
- For existing facilities: For existing production facilities, the operational justification for the MES is typically based on quality and patient safety needs such as non conformances, CAPAs, audit observations, as well as business needs such as expansion plans, process/product changes, and overall business agility to meet unknown demands.
- For greenfield facilities: For new operations, using an approach such as failure modes and effects analysis (FMEA) can identify risks that can be mitigated by implementing MES applications.
Conclusion
The decision to invest in MES applications should be driven by sound economics, based on real costs and benefits. The costs and benefits considered should be incremental, representing changes from what would happen anyway (the current state or base case) or, in the case of alternatives, real cash flow differences between the options.
With the right MES, pharmaceutical and biotech manufacturers can reduce time, efforts and risks and finally save costs provided that the system meets the requirements of the pharmaceutical industry in terms of functions, usability and compliance. Connect with us at sales@pharmaaccess.net to know the best practices for your facility!


